




Технология литейного производства
Способы получения отливок в разовых песчаных формах
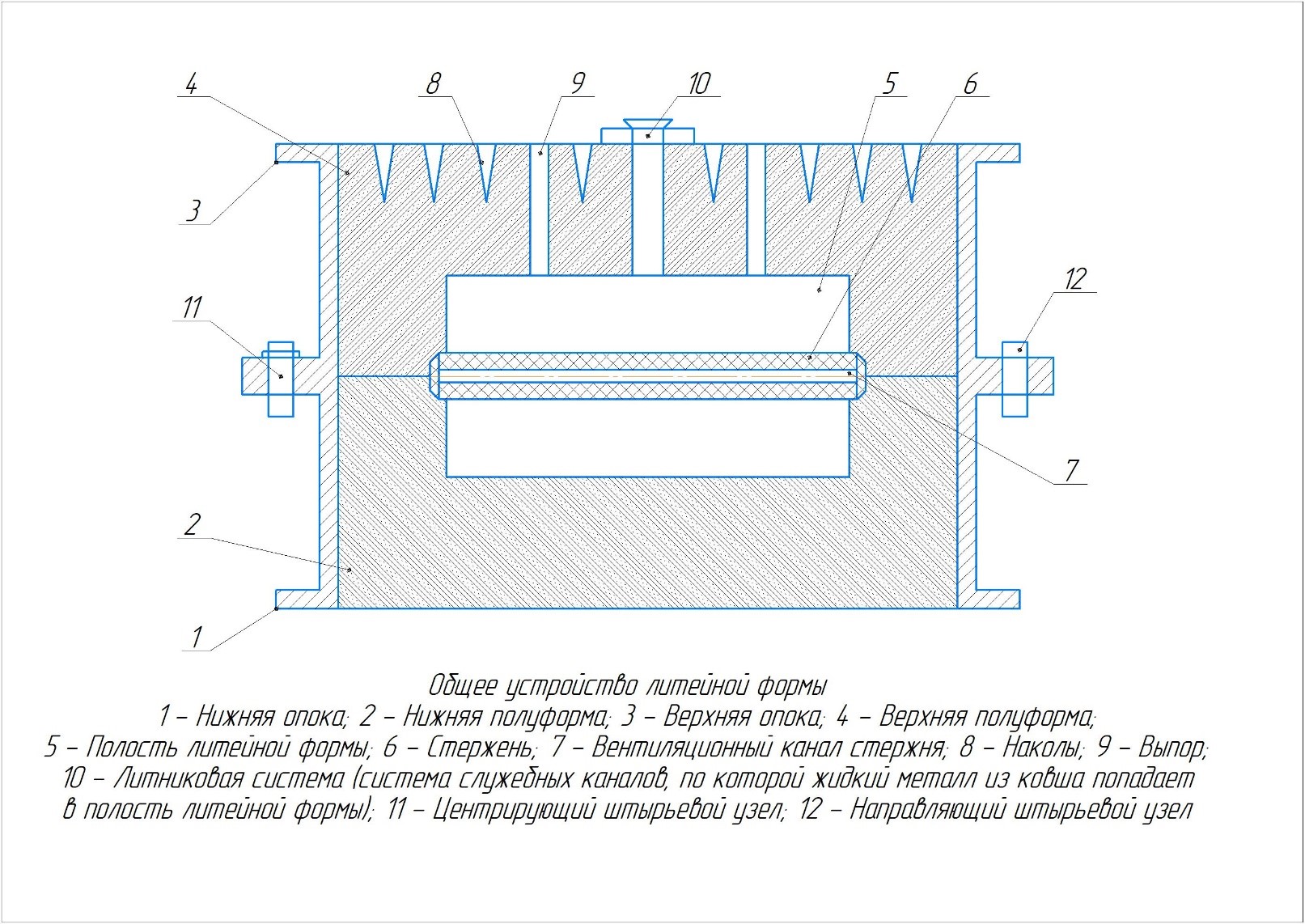
При получении любой отливки всегда используется модельная оснастка, которая заформовывается различными способами в литейную опоку.
Отливка – изделие из металла отличающаяся от детали припуском на механическую обработку.
Модель – изделие, использующееся для изготовления отливки по размерам больше отливки на величину литейной усадки. Может быть изготовлена из различных материалов (дерево, металл, пластмасса, полистирол, воск).
Опока – специальные металлические рамки, использующиеся для фиксирования частей формы относительно друг друга.
Стержень – приспособление для получения отверстия в отливке.
Для изготовления литейной формы используются формовочные материалы, который подразделяются на различные виды, что в свою очередь определяет способ формовки и метод литья.
Песчано-глинистые смеси (ПГС)
ПГС представляет собой смесь кварцевого песка со связующей глиной, водой и технологическими добавками, которая способна получать форму необходимой конфигурации при прессовании, встряхивании, задувке и других воздействиях. После заливки и затвердевания отливок форма подлежит разрушению, материал её подготавливают к последующему повторному использованию. При этом необходимо внести в смесь дополнительную порцию глины и технологических добавок, взамен отработанных.
Основное оборудование для приготовления ПГС смеси – роторные либо катковые смесители. Перемешивание составных частей формовочных и стержневых смесей производится внутри чаши с помощью катков либо роторных лопаток, которые вращаются вокруг центрального вертикального вала по слою смешиваемых материалов, Частицы смешиваемых компонентов интенсивно перемещаются относительно друг друга. Одновременно между частицами равномерно распределяется вода, смачивает их, а увлажнённое связующее намазывается на их поверхность.
Формовка осуществляется, как и ручным способом так и машинным.
Изготовление форм из ПГС пользуется популярностью по многим причинам:
- Метод прошёл проверку временем, является хорошо изученным, традиционным способом производства.
Холодно-твердеющие смеси (ХТС)
Литьё в ХТС - формы – это альтернатива технологии литья в «землю» (ПГС), но гораздо более совершенная. В качестве формовочного материала используется также кварцевые пески, но в качестве связующего применяются синтетические смолы. Состав смеси включает песок, связующее и отвердители. ХТС самые прочные из формовочных смесей, при этом они разрушаются от тепла кристаллизующегося металла, позволяя легко извлечь отливку из формы. Выбор смолы для связующей композиции литья как раз и должен обеспечить этот баланс свойств – смесь не должна разрушиться до кристаллизации отливки.
Основное оборудование для приготовления холоднотвердеющих смесей –мощные шнековые или лопастные смесители. Вследствие быстротекущего производственного процесса установки размещают прямо на участке для изготовления форм.
В смеситель загружают кварцевый песок, после чего жидкий катализатор поступает из отдельных резервуаров через трубы. Затем добавляется смола в жидком виде. Время пластичности смеси не велико, поэтому необходимо сразу выполнять формовку, иначе смесь затвердеет и процесс производства будет остановлен. Из смесительной установки смесь ХТС подаётся непосредственно в опоки.
Формовка осуществляется на вибростолах, расположенных под смесителем. В связи с хорошей текучестью ХТС смеси, заполнение формы происходит равномерно и смесь достаточно плотно располагается в форме. Для достижения оптимальной плотности формы достаточно использовать небольшое виброуплотнение.
Литьё по ХТС имеет ряд преимуществ по сравнению с другими методами литья:
- Получение отливок сложной геометрии.
- Высокая точность отливки: 8-13 класса точности.
- Низкая стоимость и быстрое изготовление формы.
- Не требуется дополнительная термообработка готовых форм.
Жидкие самотвердеющие смеси (ЖСС)
Жидкие самотвердеющие смеси представляют собой тестообразную массу позволяющую получать формы и стержни свободной засыпкой, и способны самозатвердевать на воздухе за определённое время.
Готовую смесь засыпают в опоку. Чтобы предотвратить прилипаемость ЖСС к модельной оснастке, поверхности моделей окрашивают. Затвердевание формовочной смеси начинается через 8-10 мин и уже через 30-40 мин форма затвердевает. Время отверждения не зависит от размеров формы, так как проходит по всему объёму. Время затвердевания смеси регулируют изменением количества катализаторов и связующих.
В качестве расходного материала используется жидкое стекло, сверхромовый шлак, пенообразователи для (ЖСС).
При использовании ЖСС исключается трудоёмкое ручное или машинное уплотнение смеси, а процесс изготовления форм и стержней сводится к простой операции засыпки смеси в опоку.
Преимущества данного метода:
- Высокая точность.
- Возможность выбора подходящего состава (в зависимости от требований технологического процесса).
- Экономия времени и снижение себестоимости литейного производства.
Литье по газифицируемым моделям (ЛГМ)
Литье по газифицируемым моделям (ЛГМ) является одним из новейших способов производства отливок, появившихся в результате научно-технической революции во второй половине XX в.
Для изготовления моделей используется литейный полистирол. Полистирол предварительно предвспенивается. Для изготовления моделей используются пресс-формы в которые задувается предвспененный полистирол. Пресс-формы подвергают тепловому нагреву паром для окончательного вспенивания полистирола и создания пенополистирольной модели. Затем охлаждают и достают готовые модели.
Модели собираются в блоки (кусты) склеиванием, либо припаиваются. Окраска блоков моделей производится специальным противопригарным покрытием путём окунания либо обливом. Сушка окрашенных блоков производится в камере при температуре 40-60°С.
Формовка блоков моделей производится в специальные опоки на вибростоле постепенной засыпкой песком, либо послойно. В качестве формовочного материала используется только песок.
Заформованные опоки подаются на заливочный участок. Опоки подсоединяются к вакуумной системе. Наверх формы укладывается полиэтиленовая плёнка. После включения вакуумного насоса и системы очистки газов, формовочный песок приобретает необходимую прочность.
Заливка металла производится прямо в полистирольные стояки. Горячий металл выжигает (газифицирует) полистирол и занимает его место. Выделяющиеся газы отсасываются вакуумной системой. Металл точно повторяет форму полистирольного блока с моделями.
Преимущества процесса ЛГМ:
- Уменьшаются затраты на оборудование и материалы.
- Исключаются из производственного процесса стержневое, формовочное, и смесеприготовительное оборудование.
- Применение в качестве материала формы сухого кварцевого песка и упрочнение формы вакуумом.
- Снижение требований к квалификации рабочего персонала.
- Возможность комплексной автоматизации всего технологического процесса.
- Сокращение числа технологических операций и оборудования для финишной обработки отливок.
- Использование недорогой и сравнительно простой оснастки.
- Значительное улучшение условий труда.
Вакуумно-плёночная формовка (V-процесс)
Вакуумно-плёночная формовка, её ещё называют V-процесс, заключается в том, что модель закрывают специальной термопластичной плёнкой, засыпают сухим песком и подводят вакуум. За счёт разряжения, форма спрессовывается и образуется отпечаток модели. Модель извлекается. При заливке плёнка газифицируется, дополнительно связывает зёрна песка и обеспечивает антипригарный эффект. Потом вакуум снимают, песок рассыпается, освобождая готовую отливку.
Прогрессивный способ литья под вакуумом отличается от классических способов получения отливки рядом преимуществ:
- Меньший износ моделей, потому что отсутствует соприкосновение песка с моделью и нагрузка от физического уплотнения смеси.
- Лёгкое извлечение модели из формы — разъединение полуформы и модели происходит при особом режиме подачи вакуума, когда между соприкасающимися поверхностями практически отсутствует трение. Это как раз позволяет свести до минимума необходимость литейных уклонов.
- Отсутствие классической системы смесеприготовления — необходим только оборотный, очищенный от стержней и остатков плёнки, сухой песок без связующего.
- Формы под вакуумом имеют постоянную высокую прочность, сохраняя её при заливке и остывании отливки. Это избавляет, например, от такого брака как подутие отливок или горячих трещин.
- Отливки характеризуются более плотной структурой и меньшими механическими напряжениями в результате особых условий кристаллизации и охлаждения металла.
- Возможность получения тонкостенного литья, без заусенцев, с пониженной массой, отсутствием посторонних включений и идеально чистой поверхностью.
- Отсутствие громоздких и дорогих систем регенерации песка, а также загрязняющих природу отвалов. Чистый качественный песок сохраняет свои свойства после многократных заливок.
- Снижение уровня загрязнения производственных помещений за счёт отсутствия глинистой пыли как при получении отливок методом ПГС, или большого количества химических веществ, как при ХТС.
- Бесшумность процесса — нет вибрации, которая сопровождает получение форм из ПГС, ХТС или ЛГМ при уплотнении встряхиванием, прессованием или импульсом сжатого воздуха, а также выбивку готовых отливок.
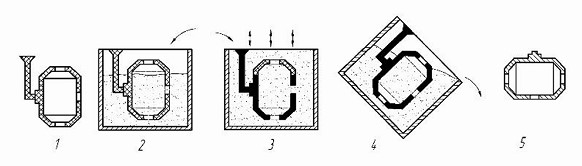
Литье по выплавляемым моделям (ЛВМ)
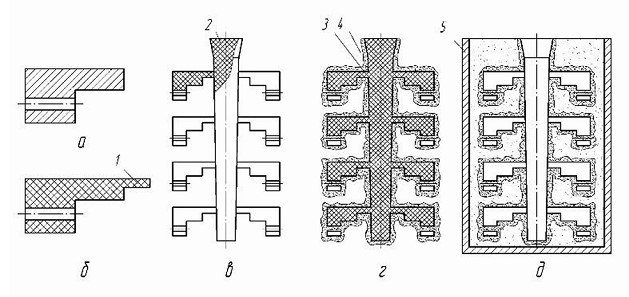
Сущность литья по выплавляемым моделям состоит в том, что из специальных модельных составов (воск, парафин), имеющих низкую температуру плавления, изготавливают точные модели отливок с литниковой системой. Модели покрывают огнеупорной керамической суспензией в несколько слоёв. Каждый слой обсыпают кварцевым песком и подсушивают. Затем из образовавшейся оболочки модель удаляется растворением, выжиганием или выплавлением. Получается тонкая неразъёмная форма. Отсутствие разъёма позволяет повысить точность отливок, а применение мелкозернистого материала в огнеупорном покрытии улучшает чистоту поверхности.
Оболочки заформовывают в металлических опоках, прокаливают и заливают расплавом.
Этот метод применяют для получения сложных мелких отливок с минимальными припусками на обработку резанием, а также цельнолитных узлов машин, которые при обычных способах обработки пришлось бы собирать из нескольких деталей.
После затвердевания модельного состава из пресс-формы вынимают сразу несколько моделей – модельное звено. Несколько звеньев объединяют в блоки.
Преимущества метода:
- Возможность изготовления тонкостенных отливок сложной конфигурации из практически любых сплавов с толщиной стенки от 0,5 мм, что достигается заливкой в раскалённую форму.
- Уменьшение расходов формовочных материалов, снижение материалоёмкости процесса, обусловленные высокой точностью и качеством поверхности, не требующие последующей механической обработки, кроме шлифования и полирования.
- Возможность экономически выгодного способа получения отливок в серийном и массовом производстве. Отливка не имеет швов, т. к. форма не имеет разъёмов.
Квалифицированные сотрудники Центра Поддержки Литейного всегда помогут Вам с выбором, поставят на Ваше производство, а также произведут пуско-наладочные работы нужного Вам оборудования.
Выбирая нашу Компанию, Вы выбираете эффективное будущее Вашего производства!
Для заказа или консультации звоните +7 (383) 349-55-65 или пишите на почту info@cplitpro.ru.
Видео тестирования и запуска данного оборудования Вы можете посмотреть здесь>>.






Политика конфиденциальности